

views/visitor
淺談製程安全管理推動實務

作者 黃建元
台灣塑膠工業股份有限公司 副總經理
作者 郭匡甫
台灣塑膠工業股份有限公司
目錄
一、前言
石化業為高風險製程,雖設備設計安全性及穩定性普遍優於整體工業界,但由於其一旦發生災害,對安全及環境的衝擊甚大,超過人們可接受的程度,也因此造成了多數人在潛意識,對石化工業抱持著抗拒的態度。因此如何做好石化工業的製程安全管理(Process Safety Management, PSM),避免發生重大災害,消除公眾恐懼,是石化業者必須要做且責無旁貸的工作。
回顧PSM推動歷史,雖然製程安全管理的推行已超過20年,但是系統化運作和各個單元執行成效對許多事業單位而言,仍然存在著許多無法掌握的不確定性,為促進產業界對PSM認識,將過去PSM實際推動經驗進行分享,使各事業單位推行PSM時能更快速掌握重點,了解PSM各項推行內容。
二、經驗教訓-回顧歷史上的重大化工事故
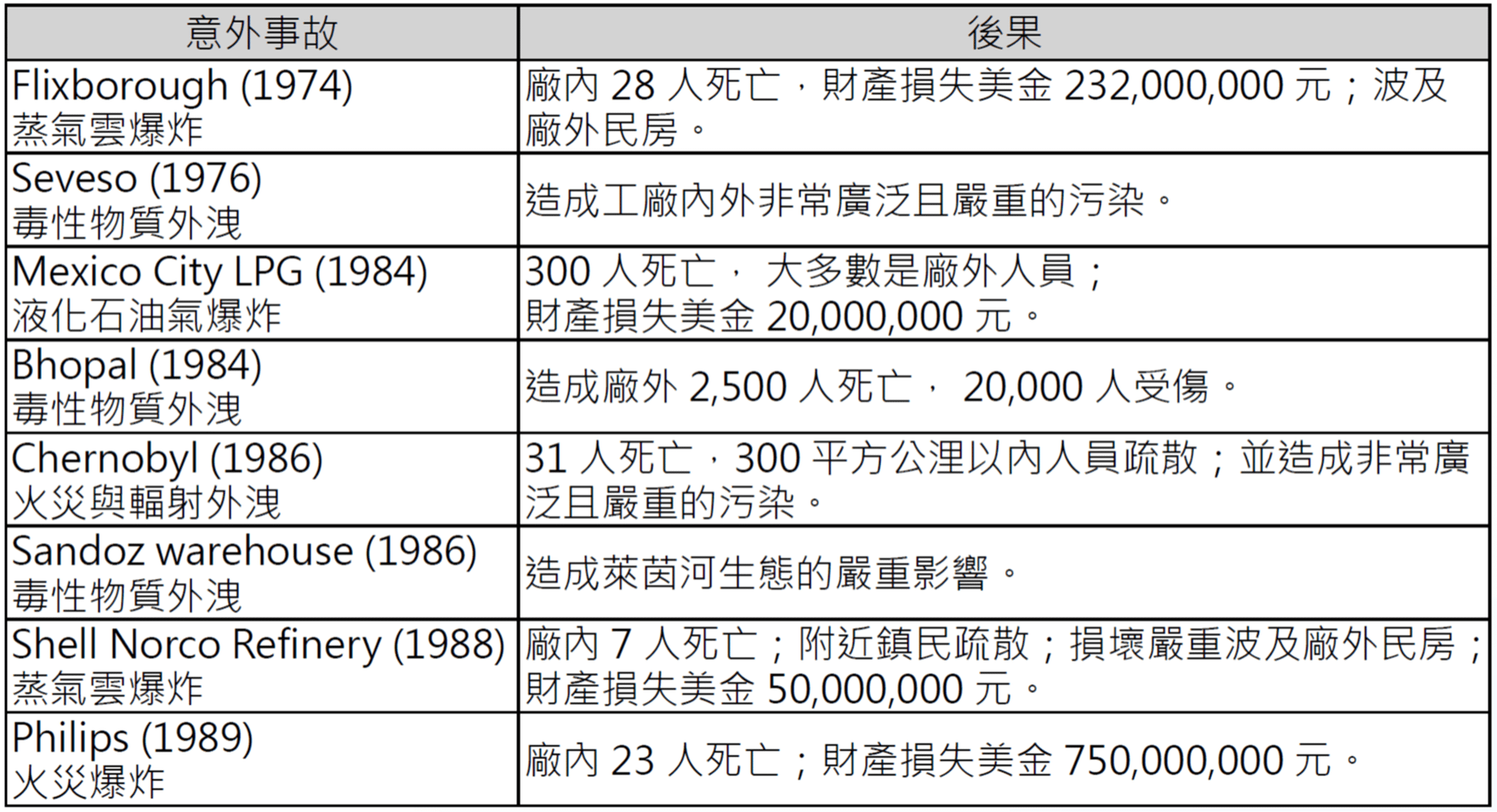
1970年到1990年間,全球發生了多起重大化災事故,詳如下表,這些事故引起了社會關注,讓大眾強烈要求化學工廠應做好本身的安全管理,避免災難發生,也使得各國政府開始重視化工廠的運轉安全,紛紛訂定了許多有關製程安全管理的法規,要求化工產業落實執行。並就印度波帕事件發生經過及相關影響做一概述。
1、1970年到1990年間,全球發生了多起重大化災事
2、印度波帕事件
1984年12月3日0時15分,Union Carbide公司在印度波帕的農藥製造工廠發生了異氰酸甲酯(Methyl Isocyanate, MIC)超壓外洩約2小時,造成至少4,000人死亡、數十萬人受傷的慘劇。這起事故是人類歷史上最嚴重的化學工業災難,後果之嚴重令人震驚,也帶給了人們許多警示。
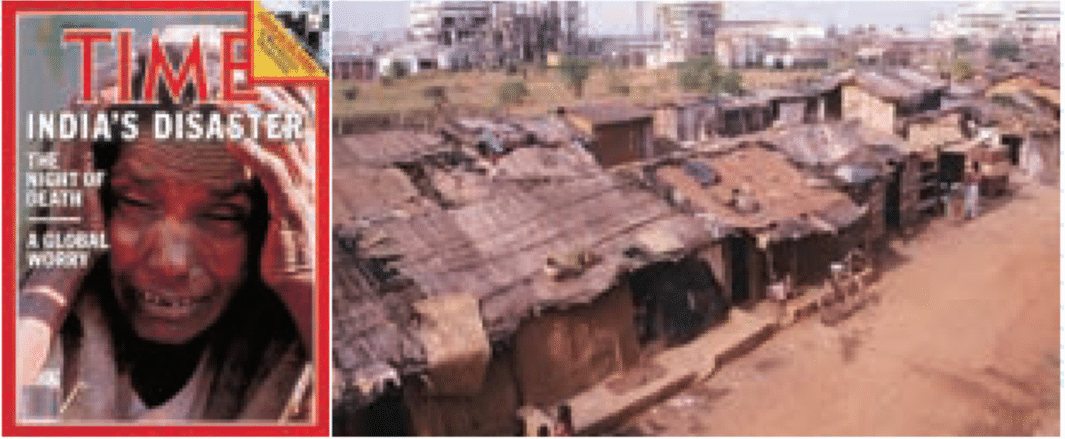
波帕事故造成了全球震驚與不安,民眾對化工廠的不信任感陡升,也認知到化工製程運轉不慎的危害,開始高度要求這些製程必須安全運轉,促成了政府部門重視高危害化學品運作的安全管理,開展了全球製程安全管理的風潮。
三、製程安全管理(PSM)法規
為能有效並安全地管理運轉高度危險化學品的工廠,美國職業安全衛生署(OSHA)於1992年頒布第一套製程安全管理(PSM)法規-《高危害性化學物質製程安全管理(29 CFR 1910.119)》,主要由以下14要項(elements)構成。
- 員工參與(Employee Participation)
- 製程安全資訊(Process Safety Information, PSI)
- 製程危害分析(Process Hazard Analysis, PHA)
- 操作程序(Operating Procedures)
- 教育訓練(Training)
- 承攬商管理(Contractors)
- 啟動前安全審查(Pre-startup Safety Review, PSSR)
- 設備完整性(Mechanical Integrity, MI)
- 動火許可(Hot Work Permit)
- 變更管理(Management of Change, MOC)
- 事故調查(Incident Investigation)
- 緊急計劃與應變(Emergency Planning and Response)
- 符合性稽核(Compliance Audits)
- 商業機密(Trade Secrets)

製程安全管理(PSM)並非是上至下(Top-Down)的管理系統,而應該是一個管理階層、員工及承攬商一起“人人參與”的管理系統,在這個系統中,所有的管理人員、員工和承攬商人員對PSM能否成功實施負有責任。
管理階層在明確的承諾下,必須組織和領導 PSM系統前進的方向。員工則是PSM系統中不可或缺的支柱,由於他們是對製程運行知道最多的專業人士,必須由他們來落實各系統要項的執行,並針對不足處提出建議與改善,充分參與系統的實施與改進,以堅實整個系統完整度。承攬商人員雖然是系統外參與方,但也需要一起協助PSM的推動及保護系統不被破壞。
四、PSM各要項的主要內容
1、員工參與(Employee Participation)
- 雇主應制訂書面行動計劃說明員工參與實施方法。
- 在開展實施製程危害分析及其他PSM要項時,雇主應諮詢員工及其代表有關意見或建議。
- 雇主應提供員工及其代表能取得製程危害分析和其他與此法規有關資訊的管道。
2、製程安全資訊(Process Safety Information, PSI)
應包含高危害性化學品、製程技術及製程設備等3項資訊。
- 高危害性化學品資訊
毒性資料、容許暴露界限(PEL)、物理性資料、反應性資料、腐蝕性資料、熱及化學安定性資料、非故意混合的影響。 - 製程技術資訊
方塊(或簡化製程)流程圖、製程化學、最大可能存量、製程參數(溫度、壓力…)的安全上/下限、偏離造成後果的大概評估(包含對員工的安全健康影響)。 - 製程設備資訊
構造材質、配管儀器圖(P & ID)、電氣分類、釋放系統設計及設計基準、通風系統設計、採用的設計法規與標準、質量平衡、安全系統(如連鎖、偵測或抑制系統)。
同時應確認設備是否依被認可的良好工程基準進行設計,且若現有設備之設計與施工所依循的法規與標準已不再被採用時,該設備是否仍處於安全狀況。
3、製程危害分析(Process Hazard Analysis, PHA)
- 各部門應依據製程危害範圍、受潛在影響的員工人數、製程年齡、製程操作歷史決定製程危害分析的優先順序,並將其紀錄存檔。
- 應使用指定方法(如What-if、HazOp、FTA、FMEA…等)評估及判定被分析製程的危害。
- 製程危害分析應註記或提及下列事項:
- 製程之危害。
- 鑑別出工作場所中具潛在嚴重後果之事故案例。
- 工程與管理之控制措施。
- 工程與管理控制失誤所產生之後果。
- 工廠所在地。
- 人為因素。
- 定性評估因控制失效可能對現場員工在安全與健康上造成的影響。
- 製程危害分析應由具有工程和製程操作等專業知識的團隊完成,團隊至少應包括1名了解分析製程且具經驗的員工及1名熟悉所採用分析手法的人員。
- 應建立及保存製程危害分析資料,對每個製程進行危害分析與再確認,同時紀錄追蹤管控分析過程中的改善建議,並將這些措施告知操作和維護人員以及參與製程和可能受建議或措施影響的其他人員(含承攬商)。
- 第一次製程危害分析完成後,至少每5年要更新或再確認製程危害分析內容一次。
- 在製程生命週期中,所有製程危害分析,及更新的或再確認的資料,連同建議事項的書面解決方案等應被妥善保存。
4、操作程序(Operating Procedures)
- 應擬訂並執行書面操作程序,操作程序內容包括如下:
- 每一個操作階段-初期開車/正常操作/臨時操作/緊急停車/緊急操作/正常停車/分解檢修或緊急停車後,再開車-的步驟。
- 操作界限-操作偏離造成的後果/矯正或避免偏離發生的必要步驟。
- 安全與衛生的考慮事項
- 製程中使用的化學品的性質與危害
- 預防爆炸的必須注意事項,包括工程控制、管理措施及個人防護裝備。
- 發生身體接觸或暴露時,應採取的控制措施。
- 原料品質管制及有害化學物庫存量管制。
- 任何特殊或獨特的危害。
- 安全系統及其機能?
- 使用本書面操作程序應符合在製程中工作或保養的員工易於理解且容易取得。
- 應當每年定期審視操作程序,並確保目前正執行中的操作程序是最新和最準確的,包括導致化學物質的變化過程,技術,設備,設施的變化等。
- 應制訂及實施安全工作規定以控制操作中的危害,如:上鎖/加籤(Lock out/Tag out);進入局限空間;打開製程設備或管路;及保養、承攬商、化驗或其他支援人員進內廠區的管制。這些安全工作規定應適用於員工及承攬商人員。
5、教育訓練(Training)
- 起始訓練(Initial training)
- 每一位目前參與製程操作的員工及被指派參與新製程操作前的員工,均應接受該製程概論及操作程序的訓練,包括安全與健康危害、緊急操作(包括停車)及安全工作規定。
- 應書面證明各製程區現行操作員工已具備有所要求的知識、技能及安全處理工作的能力,並可負起被指定操作程序之責任。
- 再訓練(Refresher training)-應至少每三年提供一次再訓練(必要時可提升再訓練頻率),以確保員工了解並恪守現行的操作程序。另雇主應當與操作製程的員工協商決定適當的再訓練頻率。
- 訓練記錄-雇主應妥備每個參與製程操作員工的訓練記錄,包含員工身份、訓練日期及用來證明員工了解訓練的方法。
6、承攬商管理(Contractors)
- 適用範圍:此處適用的承攬商係指在受本法管制的製程上或其附近進行保養、維修、歲修、大修或專業工作的承攬商。不包含提供如清潔、飲食、洗衣、送貨或其他等不影響製程安全相關服務的承攬商。
- 業主的責任
- 選擇承攬商時,應取得及評估有關承攬商雇主的安全績效及計畫的資料。
- 應告知承攬商雇主與其工作及有關製程的潛在起火、爆炸或毒性物質外洩的危害。
- 應向承攬商雇主說明有關緊急應變計畫中其適用的條款規定。
- 應制定並實施安全工作規定,以管理承攬商人員進出及停留在受本法管制的製程範圍內。
- 應定期評估承攬商雇主履行其PSM法規規定的績效。
- 應保存承攬商員工與製程區內承攬工作有關的傷害與疾病記錄。
- 承攬商雇主的責任
- 應確認每位員工已受過相關的工作實務訓練,以確保他/她能安全地執行工作。
- 應確認每位員工已接受與其工作及有關製程的潛在起火、爆炸或毒性物質外洩的危害,並且知道緊急應變計畫中其適用的相關條款規定。
- 應妥備每位員工已接受並了解所要求的訓練記錄,包含員工身份、訓練日期及用來證明員工了解訓練的方法。
- 應確認每位員工遵照工廠的安全規則,包括「操作程序」章節中所要求的安全工作規定。
- 應建議業主有關其承包工作中所存在的任何獨特危害或所發現的任何危害。
7、啟動前安全審查(Pre-startup Safety Review, PSSR)
- 如果修改的程度足以去改變製程安全資訊時,雇主應對新設施和變更設施進行啟動前安全審查。
- 在高危害化學品導入製程之前,啟動前安全審查應確認下列事項:
- 構造與設備應符合設計規範。
- 安全設施、操作、保養及緊急應變程序均已備妥並且足夠。
- 新設備應該已完成製程危害分析,且分析所提建議應該在啟動之前便解決或施行。
- 變更設施應符合在PSM法規中變更管理章節的要求。
- 每位參與製程操作的員工均已完成訓練。
8、設備完整性(Mechanical Integrity, MI)
- 下列製程設備適用於設備完整性規定之要求:
- 壓力容器及貯槽
- 管線系統(包括元件,如閥)
- 釋放及排氣系統與裝置
- 緊急停車系統
- 控制系統(包括監測裝置、感知器、警報及連鎖等)
- 泵浦
- 雇主應該建立並執行書面程序,以持續維護製程設備的完整性。
- 雇主應對負責維護製程設備完整性的每位員工進行有關製程的概論與其危害性,以及適用其工作任務的程序步驟等訓練,以確保員工能夠以安全的方式去進行其工作。
- 應對製程設備執行檢查與測試
- 檢查與測試程序應遵循公認的且被普遍接受的良好工程實務。
- 製程設備檢查和測試的頻率應與適用的製造商建議和良好的工程實務一致。如果之前的操作經驗確定提升檢查和測試頻率是必要的話,則可更為頻繁。
- 雇主應記錄製程設備進行的每項檢查和測試,這些記錄內容應包含下列項目:
- 檢查或測試的日期
- 進行檢查或測試的人員姓名
- 進行檢查或測試的設備序號或其他標識
- 檢查或測試執行內容描述
- 檢查或測試的結果
- 當設備缺陷超出可接受範圍時,雇主應在進一步使用前完成改善,或是安全適時地採取能確保安全操作的必要方法(措施)。
- 品質確保
- 新工廠及設備建造時,雇主應該確認製造好的設備適合於其所採用的製程使用。
- 雇主應進行適當的檢查和檢驗,以確保設備安裝正確並符合設計規範和製造商的指示。
- 雇主有確認保養材料、備品零件及設備適合於製程使用。
9、動火許可(Hot Work Permit)
- 對指定製程區內或附近的動火作業之前,雇主應予審核及核發動火許可。
- 動火許可應包含以下內容:
- 允許動火作業的日期
- 確認動火作業的對象
- 確認無開口、裂縫及孔洞會讓火花掉落到下面的可燃物
- 記述應付任何緊急狀況所必需的滅火器材
- 對可能因動火引起火災的地方,指定動火監視員
- 授權動火作業者檢查現場並書面指示應注意事項
- 動火許可應留存到動火作業完成為止。
10、變更管理(Management of Change, MOC)
- 雇主應建立並執行書面的變更管理程序(同型替代除外),以針對製程化學品、技術、設備與程序等變更及會影響製程的設備變更進行管理。
- 在進行任何變更之前,變更管理程序應先確認下列事項:
- 變更內容的技術依據
- 變更對安全與衛生的影響
- 操作程序的修正
- 變更時間(永久/暫時)
- 變更內容所需的核准要求(權限)
- 製程或受影響的部份在啟動之前,應告知參與操作、保養及有關的承攬商員工變更內容並對其完成相關訓練。
- 因變更而造成製程安全資料改變的部分,應一起更新。
- 因變更而造成操作程序改變的部分,應一起更新。
11、事故調查(Incident Investigation)
- 雇主應對每件已造成或合理推估可能造成工作場所發生高危害性化學物災難性外洩的事故進行調查。
- 調查應儘速在事故發生後立即開始,最遲不得超過48小時。
- 應成立事故調查小組,小組成員至少應包括下列人員:
- 1名對調查的製程熟悉且具豐富知識的人員
- 如果涉及承攬商,則應包含1名以上的承攬商員工
- 對事故調查與分析具有適當知識及經驗的人員。
- 事故調查結論應提出報告,其內容至少包括下列事項:
- 事故發生的日期
- 開始調查的日期
- 事故發生經過描述
- 造成事故的原因
- 調查結果的建議事項
- 雇主應建立能立即處理及解決事故調查報告中的發現事項及建議之系統,這些解決方法及改善措施應形成書面文件。
- 工作與調查發現事項有關的人員(包含承攬商)都應該一起再審查確認事故調查報告。
- 事故調查報告應保存5年。
12、緊急計劃與應變(Emergency Planning and Response)
- 雇主應建立並實施全廠的緊急行動計畫,其內容至少應包括如下:
- 通報火災或其他緊急事件的程序。
- 緊急疏散程序,包括了疏散方式及指定脫離路線。
- 對須留下進行工廠關鍵操作的員工,制定他們在撤離前應遵照的應變程序。
- 人員疏散後的清點程序。
- 執行救援及醫療任務的人員應遵照的程序。
- 對可能被諮詢有關緊急行動計畫內容的員工,應建立他們的姓名及職稱。以對那些想要取得更多計畫相關資訊的員工說明,或對他們解釋有關其在計畫內所負責的任務內容。
- 除此之外,緊急行動計畫應包括小型洩漏的處理程序。
13、符合性稽核(Compliance Audits)
- 雇主至少每三年須執行一次符合性稽核,以評估其執行情形與條文之間的符合度,確認其執行程序及實務是否適當並被確實遵守。
- 符合性稽核應由至少1名對製程熟悉且具相關豐富知識的人員主導。
- 稽核發現事項應被制定成報告。
- 雇主對每件稽核發現事項應立即查明確定及記錄適當的回應對策,並記錄已經矯正的缺陷。
- 雇主至保留最近2次的符合性稽核報告。
14、商業機密(Trade Secrets)
- 雇主應提供一切必要資料給以下作業相關人員,而不需考慮這些資訊可能涉及的商業秘密,以符合本法規要求。
- 雇主對須依PSM規定提供其各項資料的人員,可要求對其所獲得資料簽定保密協定。
- 員工及其指定代表依PSM規定進行製程危害分析和執行其他要項有關文件時,亦可依此規定取得需要的商業秘密資訊。
這些要項彼此間是互動關聯的。舉例而言,當工程師想要改變製程操作條件時,必須先啟動【變更管理】,這可能會被要求實施【製程危害分析】,以鑑別變更後的風險變化是否可被接受,接著必須更新相關的【製程安全資訊】,之後更新【操作程序】,對相關操作人員進行【訓練】後,在新操作條件應用之前進行【啟動前安全檢查】,確認各項設備及措施均已就位後,才開始新條件的操作,最後利用【符合性稽核】確認這些作業是否依循PSM規定執行。
因此,推動PSM作業時,建議可挑選其中一要項切入,從而帶動起其他要項跟隨作業,建立起整個PSM運作體系。
五、如何有效推動PSM管理
製程安全管理(PSM)雖然是一個“人人參與”的管理系統,但這個系統能否被有效推動,先期取決於組織高層有無決心去推動、組織體是否隨之因應強化及整個組織成員是否落實執行。下面概述某集團推動經驗以供參考。
1、決心與作為
- 訂定製程安全管理政策
建議組織宜先訂定有關製程安全管理的政策,以利外界知曉組織保護社區安全的決心。
也應要求組織內所有人員充實相關專業,在進行任何有關製程運轉事宜時,將製程安全管理相關事項列為最基本考量及最優先考慮,確保製程運轉中,不會發生內容物外洩。
- 高層的決心與意志
組織應先清查現階段各有關事項(包含企業文化)基本狀況,確認其與設定目標間的差距及了解目前問題所在與尚待補強之處,從而擬定各項改善對策及執行優先順序。
最重要的是,組織高層應召集各級主管說明上述事項,讓各級主管強烈感受到高層的決心及落實執行的意志,以使組織整體戳力以赴,做好製程安全。
2、強化危害辨識
- 意外事故案例彙整
設立專責部門針對重大職災及意外事故,蒐集製作成宣導案例後公佈並建置於資料庫中,相關部門依據案例辦理教育宣導並檢討類似作業或設備之潛在危險後,作為後續危害分析參考。
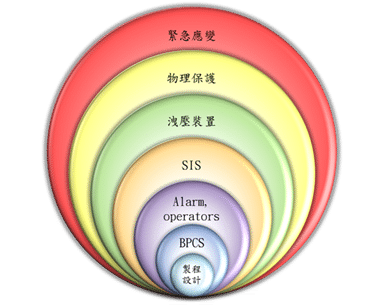
- 量化保護層觀念
應進行製程安全分析研判高風險區域及製程偏離,將發生可能性進行量化評估,評估目前既有保護層(保護層可定義為借由控制、預防或削減以降低風險的任何獨立機制,一般工廠保護層可參考圖三)下事件發生頻率與危害情境可容忍目標發生頻率差距,據以訂定適當之改善措施。
- 危害再評估
各單位或同業間若發生重大意外事故如火災、爆炸、嚴重洩漏或電力跳脫等影響製程生產時,經公開的事故調查結果後,歸因屬製程危害分析未能充分辨識者,應啟動風險再評估機制,意外事故根本原因歸因於製程危害未能充分分析應進行統計分析。
製程之生產技術、操作條件、配方、作業流程及設備有修改或變更時,變更前應審查是否進行危害辨識再評估,評估後才能進行變更。
以上需進行危害再辨識時機,建議設立管控機制(如明定管理單位或電子系統管制),避免權責單位未能落實執行。
- 非常態危害評估
一般危害分析評估均就平常製程運轉所做的評估,即製程開車後到停車前期間的平穩操作模式,亦即產品穩定產出階段,所謂非常態作業則泛指製程非上述穩定操作階段之作業,如遇到停電、製程異常需進行緊急處理,其處理步驟的危害評估一般較被忽略,建議可於常態危害評估制度建立後,再逐一建立非常態分析制度。
3、變更管理
鑑於製程整個生命過程中,可能會遭遇到設備替代、原料改變、操作程序改變…等各項變更,並可能因此引發相關的運轉危害,所以下面就變更管理實際推動重點作介紹。
- 變更管理類別釐清
何種變更須進行變更管理,對變更進行立案、審查、變更危害風險鑑別、危害削減措施、安全查核、教育訓練及結案,為任何單位推動變更管理須面對問題,須執行變更管理種類一般分為「製程技術變更」、「製程設施變更」、「製程環境變更」、「細部修改變更」、「緊急變更」、「去瓶頸專案工程變更」及「其他有安全風險疑慮之變更」等7大類,就其中四類分別說明如下。
- 製程技術變更:指的是從設計面就以產生變更,如化學品、保養方式、操作條件及更換零件設備與原有設計不同時,其他如DCS系統更新、旁通(bypass)情形超過7日以上也屬之。
- 製程設施變更:製程設備增設、安全裝置添增、製程設備規格改變、管線夾具止漏、設備單元停機六個月以上需再啟動者及重要安全系統(保護系統、偵測系統、緊急系統)之修繕,致影響其功能性超過七日。
- 製程環境變更:涉及消防、營建等法令規範之廠房建物及周遭環境在使用上或配置上之變更,人員變更或承攬商變更,此類變更建議回歸既有規章規定即可,但須於變更管理相關辦法裡說明。
- 細部修改變更:DCS、PLC等控制系統畫面之修改,或大小、型式、材質不變之保養修復備品變更(如製造商、對抗品開發),標準作業程序修改。
- 變更立案就源管理
變更管理立案管制應連結到既有工程、保養委託制度,或專案改善及擴建或去瓶頸工程等計畫,建立審核流程機制、明定變更管理管制專人、建議以電子系統設定管制點,除審核流程便利外,也可進行變更案件追蹤管理。
- 變更案會簽各專業部門
變更案件(已修訂P&ID圖者,應檢附變更後草圖)必須會簽有關部門和人員,涉及工務、工程、製程、技術、保養及安環等專業事項,應依其需求會簽相關部門專業人員。
- 變更管理應與其他安全管理連結
變更管理執行後,與標準作業程序及危害評估是否也一併變更完成,另外如需修訂P&ID圖,是否遵循圖資管理規定完成變更。
4、MI維護管理
為了降低設備缺陷造成製程或操作上的危害,所有製造、儲存或處置高危害化學物質的設備必須經過適當的設計、建造、安裝和後續的保養維修,以減少這些危害物質發生外洩的情形。因此,各部門應該採取必要的管理手段,適當地矯正設備缺陷,確保所有設備在可接受的安全範圍內使用。推動MI相關作業項目如下說明:
- 何種設備需要MI?
依美國OSHA CFR 1910.119(j)高危險性化學物質製程安全管理,MI係確保設備於設計、製造、檢查、安裝及操作中的適用性與安全性,其涵蓋範圍包括壓力容器及儲槽、管線系統、釋壓排放系統、壓縮機/泵浦、控制系統及緊急停車系統等六類設備。
- MI工作項目
美國化學工程師協會(AIChE)化學製程安全中心(CCPS,Center for Chemical Process Safety)提出MI作業指引,MI工作項目包含設備鑑別、建立規範、教育訓練、檢查與測試、矯正措施及品質保證等六類。
- 設備鑑別
設備風險鑑別須收集大量製程參數及檢測數據,依據國際規範計算公式研判設備剩餘壽命及評估檢測週期,以進行設備風險評估等作業,需要專業MI軟體協助記錄,追蹤各項設備評估結果,目前國內外專業機構均有能力提供軟體協助建置平台,有意推動MI可洽詢此類單位。
- 建立規範
各公司在制定各項工程、保養規範時應參考國內外最新標準要求,如參考API(美國石油協會)、NACE(美國腐蝕工程師協會)及ASME(美國機械工程師協會)等規範,建立靜態設備、電儀及營建等技術規範。
- 教育訓練
為提高學員MI訓練成效,各課程除於教室上課外,建議建置必要之實體操作訓練設備,使學員藉由實體設備輔助,達到徹底了解該課程之專業知識,進而防止設備故障和製程異常發生。
建立專業腐蝕分析及AI(Authorized Inspector,授權檢查員簡稱AI)人員,並對監工提升專業能力,協助監工人員取得銲接、保溫、油漆及夾具止漏專業證照,對於承攬商應建立篩選機制,辦理專業技術認證。
- 檢查與測試
建議建立專職預測單位,設置建立專業腐蝕分析及AI人員,對檢測計畫、檢測報告、維修計畫/報告、夾具止漏及洩漏根因進行審查,並應訂定檢測審查流程供設備、保養、檢測單位有所依循。
- 矯正措施
建議建立專職預測單位,設置建立專業腐蝕分析及AI人員,對檢測計畫、檢測報告、維修計畫/報告、夾具止漏及洩漏根因進行審查,並應訂定檢測審查流程供設備、保養、檢測單位有所依循。
- 品質保證
建議先推動經常性作業QC,如配管、油漆、保溫及夾具止漏等項目,建立專業QC人員執行施工品質中間檢驗點檢查,或透過QC相關訓練提升監工人員進行施工品質檢查。
六、結語
於103.12.31政府頒布「製程安全評估定期實施辦法」,將PSM14項目納入甲類危險性工作場所定期評估提報資料中,使得PSM14正式成為法規要求事項。推動初期多家公司或企業均面臨資源不足或現有組織無法配合的情形,有賴製程安全管理產官學界一齊努力,使得PSM意識能植入各公司管理高層,才能取得人力及物力以推動PSM,勿等到意外事故頻傳,在各界壓力下才倉促推動,建議各公司應先藉各協會或研討會議交流,掌握PSM各項目推行重點,結合本身優勢,選擇特定項目進行推動,如仍無法掌握方向也可洽詢國內外專業輔導機構,擬定推動方向及評估預算。
從過去的經驗中,我們知道任何製程的細微疏忽都可能會導致嚴重的事故,國內外專家學者每次檢討事故也均發現類似問題,使得某些民間團體及機構對石化業界產生不信任感,業界應體認到沒有安全沒有生產,永續經營就一定需要推動PSM,才能將安全管理項目全面掌握,14項目如缺一往往導致其他項目逐漸崩壞,唯有高層的安全承諾才能推動PSM,願安全管理產官學界發揮影響力,使得PSM能落實各公司,成為一種習慣及信仰,達到零事故、永續經營的美好願景。
七、參考資料
- 維基百科,Flixborough disaster
- 百度文庫,英国Flixborough泄露爆炸事故
- 中油公司,1974年英國傅立克斯鎮尼龍原料工廠反應器管線破裂爆炸事故
- 維基百科,波帕爾事件
- 中油公司,印度波帕市化學物質外洩事故 – 史上最慘重的化工廠工安環保事件。
- 柯育秀,2012,「以 ICAM 軟體進行毒性氣體擴散模擬之研究 -以印度波帕爾事件為例」,實務專題論文,國立雲林科技大學 環境與安全衛生工程系。
- 美國勞動部職業安全衛生署,29 CFR 1910.119法規

