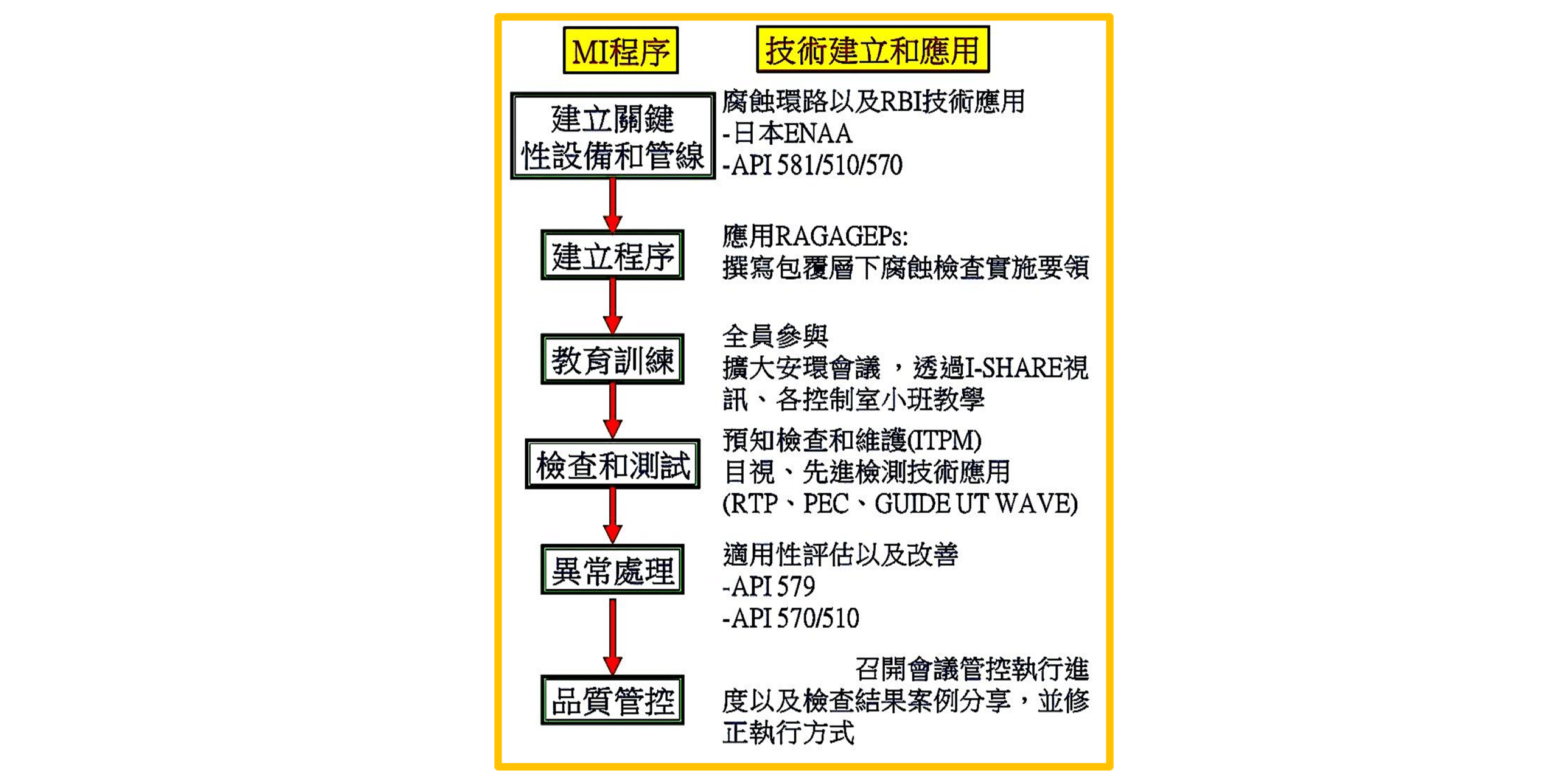
包覆層下腐蝕(Corrosion Under Insulation以下簡稱CUI)問題是煉製、石化、化學、電力、以及鋼鐵等工業之設備和管線共同普遍存在之古老問題,過去業界無一系統化之作法,因而近年來國內外陸續發生此問題所導致的洩漏事件,已造成工安問題和重大經濟損失,本研究在OSHA製程安全管理(PSM)之機械完整性(MI)六項要素架構建置CUI之風險評估技術(MI要項-建立關鍵性設備)、檢查策略(MI要項-檢查和測試)、適用性評估(MI要項-異常處理)和預防管理方案等技術,並制定包覆層下檢查實施要領程序書(MI要項-建立程序),進行全員CUI教育訓練(MI要項-教育訓練),推動專案管理計畫(CUI Program),進行高CUI風險設備和管線的清查以及檢查,訂定檢查和改善時程,進行品管和追蹤(MI要項-品質管控),經現場實際應用結果顯示透過MI管理計畫之推動和執行,進行風險評估以及提高檢測有效性,可有效發現潛在之嚴重CUI減薄問題,降低高易燃性和易爆性內容物突發性洩漏所引起之工安和環保問題以及非計畫性停爐所導致之停產以及修護成本之經濟損失,達到預知和預防保養功效。
壹、前言
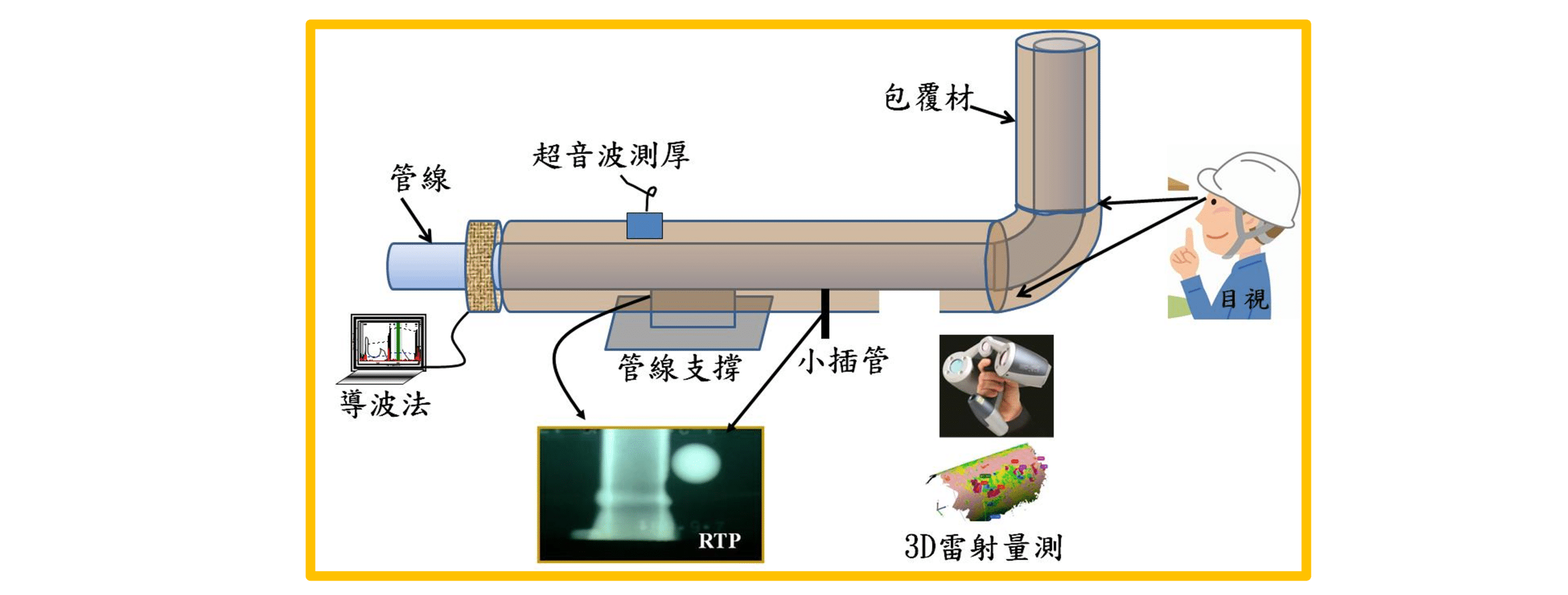
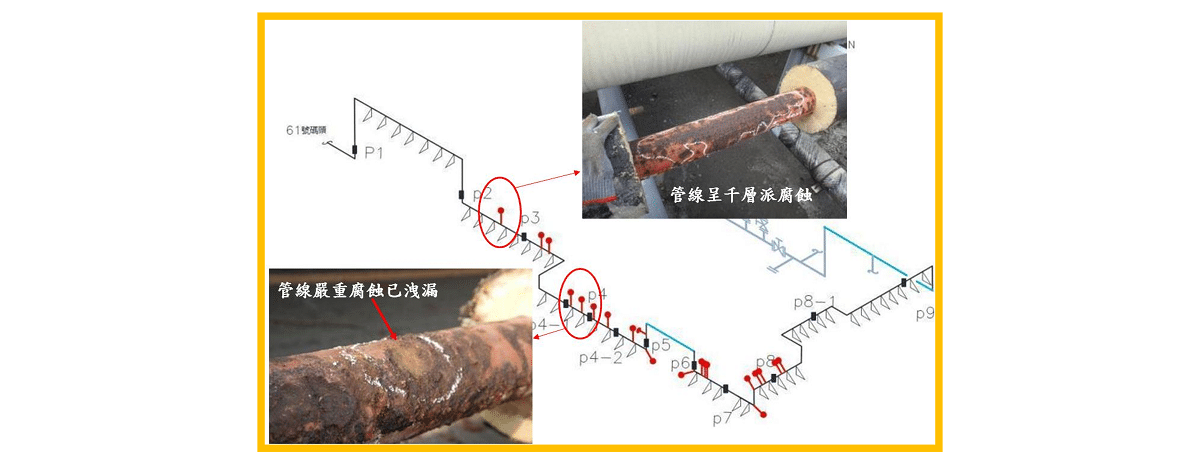
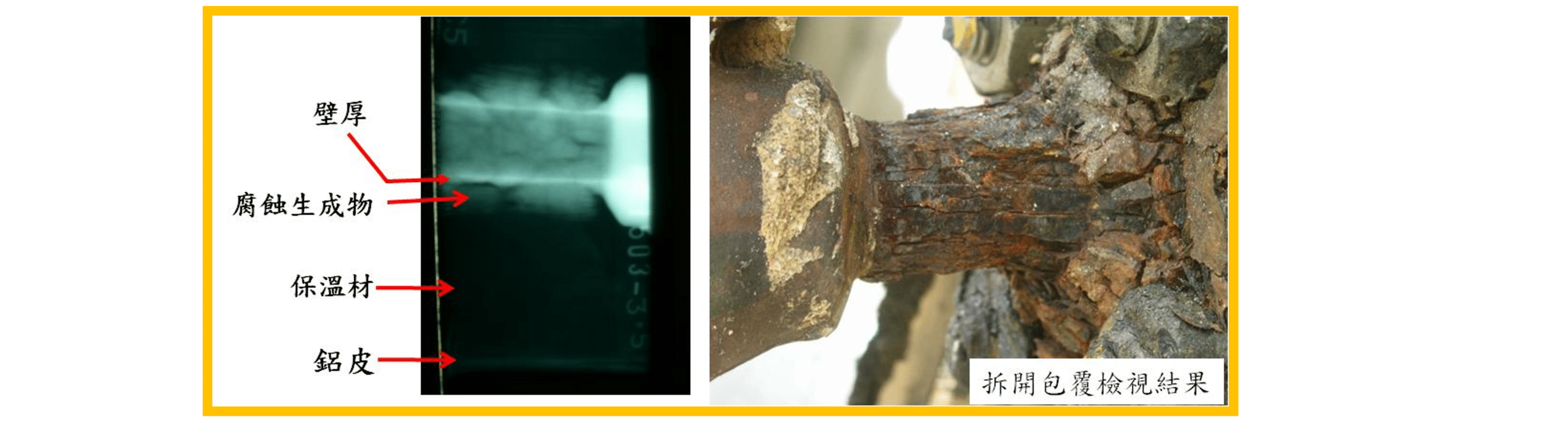
工場設備和管線基於降低熱損失、製程穩定、避免表面結冰、結露滴水、人員保護、降低噪音或防火等考量,外壁常必須進行包覆,包覆材料種類包括保溫材、保冷材、混凝土和噴漿處理等,隨著操作時間日久,水滲入包覆材和設備以及管線外壁接觸產生腐蝕反應,導致碳鋼壁厚減薄或不銹鋼應力腐蝕龜裂,此現象稱為包覆層下腐蝕(Corrosion Under Insulation以下簡稱CUI),受影響設備材料包括碳鋼、合金鋼、300系列不鏽鋼和雙相不相鋼等,此問題普遍存在煉製、石化、電力、鋼鐵以及化學等工業,是各類製程共通問題且為一個古老的腐蝕問題。
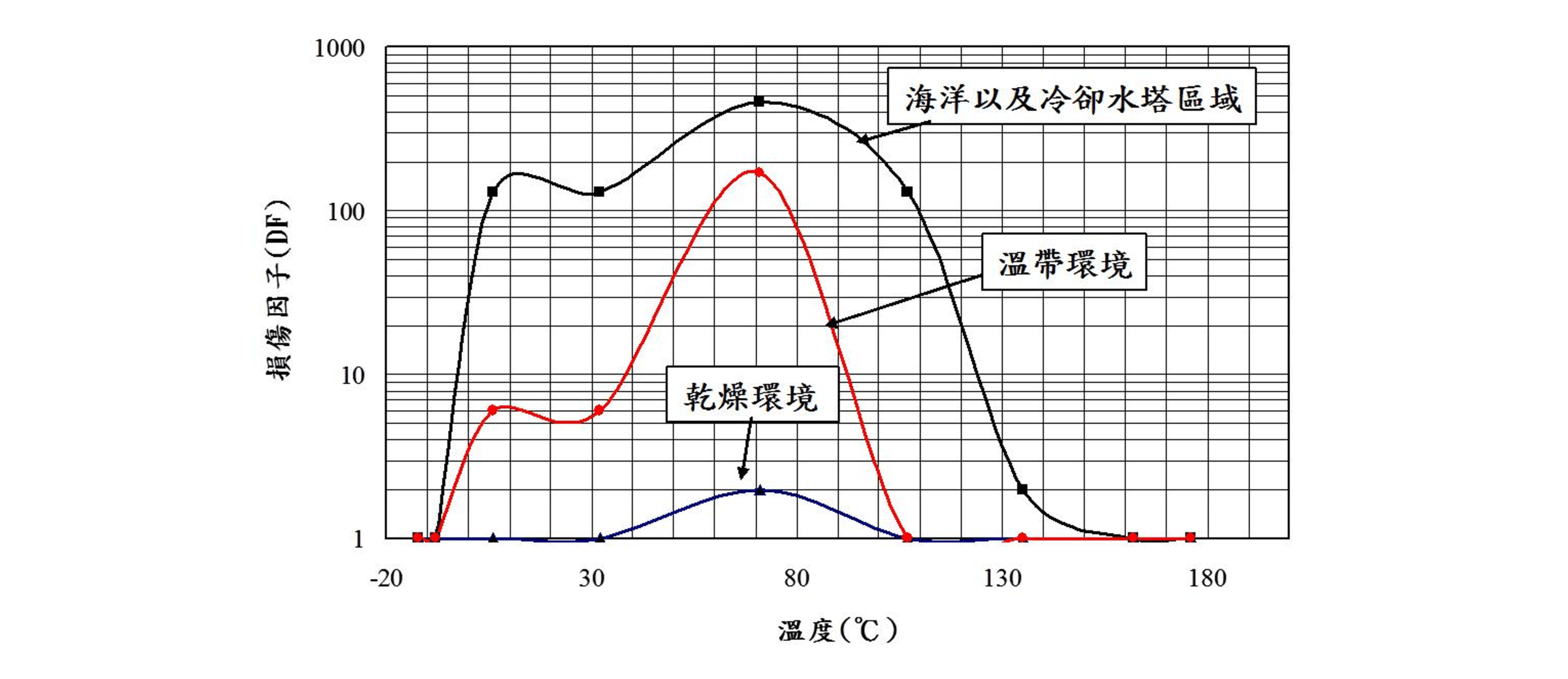
機械完整性(MI)第一要項為建立關鍵性設備和管線,首先依循認可和一般可接受好的工程實務(Recognized And Generally Accepted Good Engineering Practices,以下簡稱RAGAGEPs) API 510[7]以及API 570[8]定義出工場潛在CUI風險之溫度範圍(-12℃至175℃),依此建立一座工場之CUI腐蝕環路,可簡化CUI問題分析以及縮短處理時間,並可完整清查出複雜工場潛在CUI之設備和管線,不易遺漏。
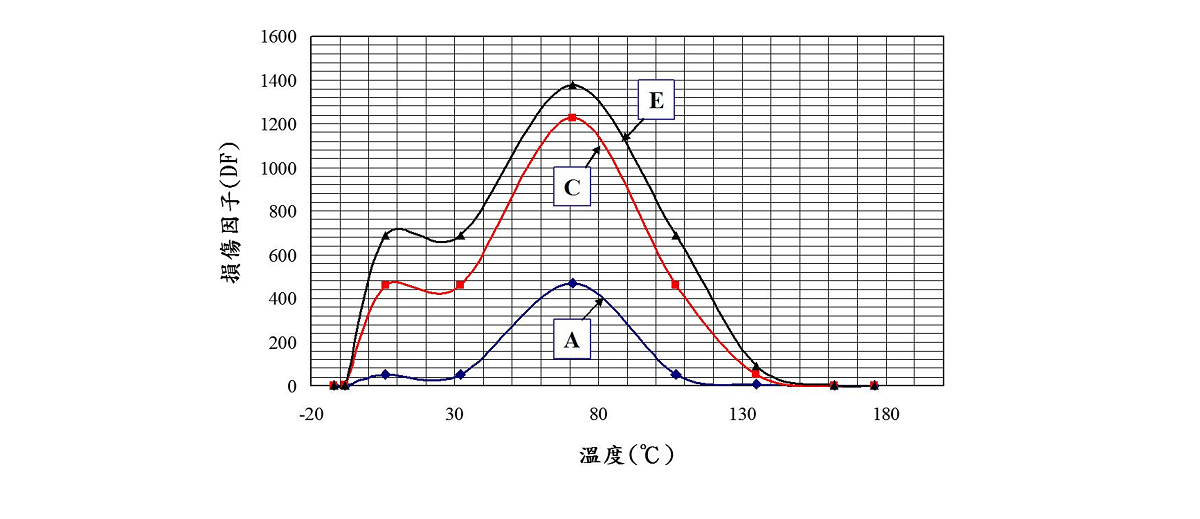
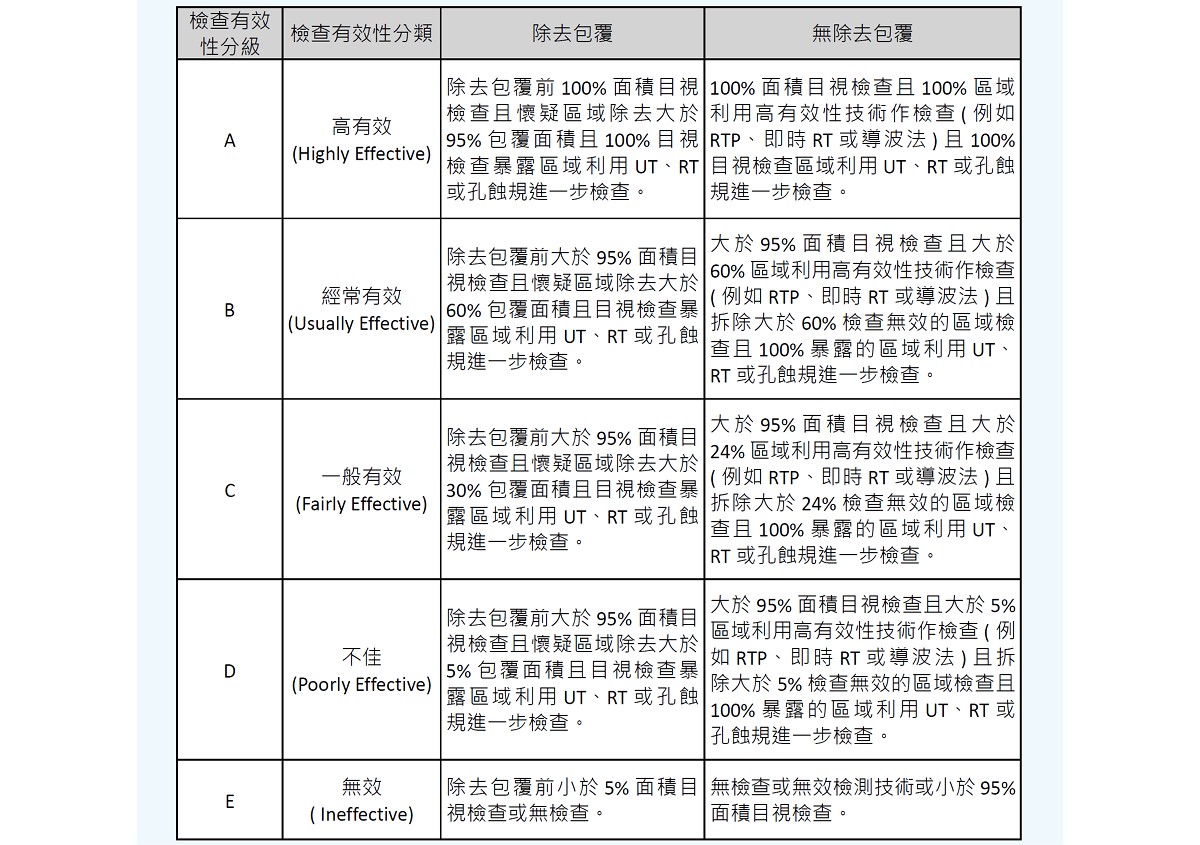
API 581[5]依據檢查涵蓋範圍和檢查技術將檢查有效性分為A、B、C、D和E 五級,如下表3所示,A級為最佳檢測有效性,E級為最無效的檢測,依此計算在不同溫度下之不同等級檢查有效性的損傷因子,如上圖四所示,結果顯示採用高有效性檢測(A級)之損傷因子大幅降低,此說明提高檢測有效性可大幅降低CUI發生的風險。